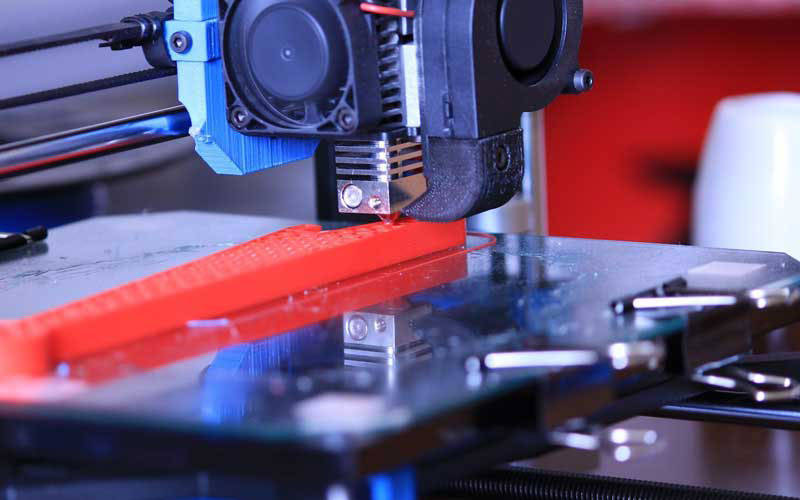
در مقاله قبلی که در مورد پرینتر سه بعدی FDM بود پرداختیم در این مقاله گروه فیلامنت 1001 قصد دارد در مورد ویژگی های پرینت سه بعدی FDM و فیلامنت هایی که در این نوع پرینتر استفاده می شود بپردازد.
پرینترهای سه بعدی FDM از نظر سیستم اکستروژن و کیفیت قطعه ای که از ماشین های مختلف دریافت می کنید متفاوت است، ویژگی های مشترکی وجود دارد که می توانید از هر فرآیند پرینت سه بعدی FDM انتظار داشته باشید.
ویژگی های پرینت سه بعدی FDM
تاب برداشتن
تاب برداشتن یکی از رایج ترین عیوب در پرینت سه بعدی FDM است. از آنجایی که بخش های مختلف قطعه پرینت شده با سرعت های مختلف خنک می شوند، ابعاد آنها نیز با سرعت های متفاوت تغییر می کند. خنک کننده دیفرانسیل باعث ایجاد تنش های داخلی می شود که لایه زیرین را به سمت بالا می کشد و باعث تاب برداشتن آن می شود.

راه های مختلف برای جلوگیری از تاب برداشتن قطعات
1- دمای پرینت سه بعدی FDM بویژه پلتفرم ساخت و محفظه نظارت را درست تنظیم کنیم.
2-چسبندگی بین قطعه ی در حال پرینت و پلت فرم ساخت را افزایش دهیم تا تاب برداشتن را کاهش دهیم.
انتخاب های خاصی که در طول فرآیند طراحی می تواند احتمال تاب برداشتن قطعه را کاهش دهد،عبارت اند از:
- مناطق بزرگ و مسطح، مانند آنچه در یک جعبه مستطیلی مشاهده می کنیم بیشتر مستعد تاب خوردن هستند. برای همین تا حد امکان از این موارد باید اجتناب کنیم.
- گوشه های تیز بیشتر از شکل های گرد می پیچند، بنابراین توصیه می کنیم فیله ها را به طرح اضافه کنید.
- هر فیلامنتی حساسیت خاص خود را به تاب برداشتن دارد. به عنوان مثال، فیلامنت ABS عموماً نسبت به فیلامنت PLA یا فیلامنت PETG به تاب خوردگی حساس تر است.

قطعه پرینتی با فیلامنت ABS
چسبندگی لایه
چسبندگی ایمن بین لایههای رسوبشده یک قطعه در پرینت سه بعدی FDM حیاتی است.
هنگامی که یک پرینت سه بعدی FDM فیلامنت ذوب شده را از طریق نازل خارج می کند، این ماده به لایه پرینتی قبلی فشار می آورد. دما و فشار بالا باعث ذوب مجدد این لایه و اتصال آن به لایه قبلی می شود.
سوالی که برای چرا قطعات پرینت شده توسط پرینتر سه بعدی FDM همیشه دارای یک سطح موج دار هستند؟
از آنجایی که فیلامنت مذاب به لایه پرینت قبلی فشار می آورد، شکل آن به شکل بیضی تغییر شکل می دهد. این بدان معنی است که قطعات پرینتی توسط پرینت سه بعدی FDM همیشه دارای یک سطح موج دار هستند.
ساختار پشتیبانی
هندسه های خاص قطعات به ساختار های پشتیبانی نیاز دارند که معمولاً با همان فیلامنت خود قطعات پرینت می شوند.
اغلب اوقات، از بین بردن فیلامنت سازه پشتیبانی می تواند دشوار باشد، به همین خاطر طراحی قطعات به گونه ای که نیاز به سازه های پشتیبانی را به حداقل می رساند، اغلب بسیار ساده تر است.

با ساختار پشتیبانی

بدون ساختار پشتیبانی
طبق بررسی های انجام شده در فیلامنت 1001،مواد پشتیبانی که در مایع حل می شوند را می توان معمولاً در کنار پرینترهای سه بعدی FDM رده بالاتر استفاده کرد.توجه داشته باشید که استفاده از ساپورت های قابل حل، هزینه کلی پرینت را افزایش می دهد.
پر کردن و ضخامت پوسته
به این نکته توجه داشته باشید که پر کردن و ضخامت پوسته به طور قابل توجهی بر استحکام قطعات پرینتی با FDM تأثیر می گذارد.
اگر شما خواستید زمان پرینت را کاهش دهید و در استفاده از فیلامنت صرفه جویی کنید می توانید در نرم افزارهای اسلایسر با در نظر گرفتن تراکم کم بین لایه ها این کار را انجام دهید.
فیلامنت 1001 ویژگی های اصلی پرینت سه بعدی FDM را به طور خلاصه برای شما در جدول زیر تهیه کرده است.
| ترموپلاستیک ها(PLA,ABS,PETG,PC,PEI) | مواد |
| ± 0.5٪ (حد پایین ± 0.5 میلی متر) | دقت ابعادی(پرینتر سه بعدی رومیزی) |
| ± 0.15٪ (حد پایین ± 0.2 میلی متر) | دقت ابعادی(پرینتر سه بعدی صنعتی) |
| 200 x 200 x 200 میلی متر | اندازه ساخت معمولی(پرینتر سه بعدی رومیزی) |
| 900 x 600 x 900 میلی متر | اندازه ساخت معمولی(پرینتر سه بعدی صنعتی) |
| 50 تا 400 میکرون | ضخامت لایه رایج |
کلام آخر
در آخر اینکه اگر شما خواستید دو پارامتر مهم در پرینت سه بعدی FDM یعنی زمان پرینت و فیلامنت مورد نظر را کاهش دهید بهترین راه این می باشد که در نرم افزارهای اسلایسر با در نظر گرفتن تراکم کم بین لایه ها این کار را انجام دهید.فقط باید به این نکته توجه داشته باشید که اگر این کار را انجام دادید استحکام و مقاومت قطعه مورد نظر شما کاهش می یابد.
منبع:
برخی از این مطالب از سایت all3dp ترجمه شده است.